Pусский
Pусский Español
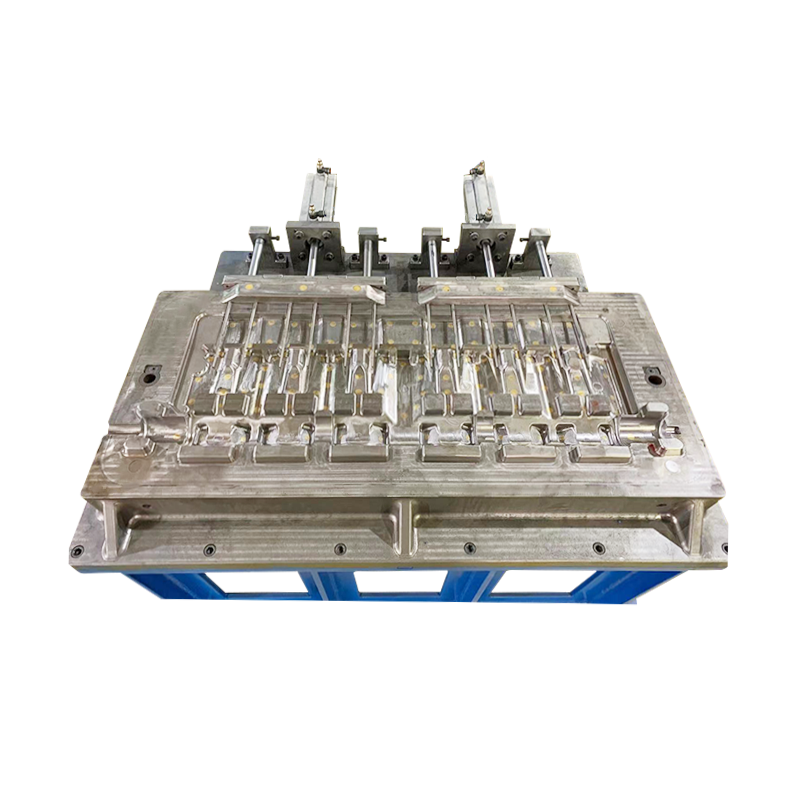
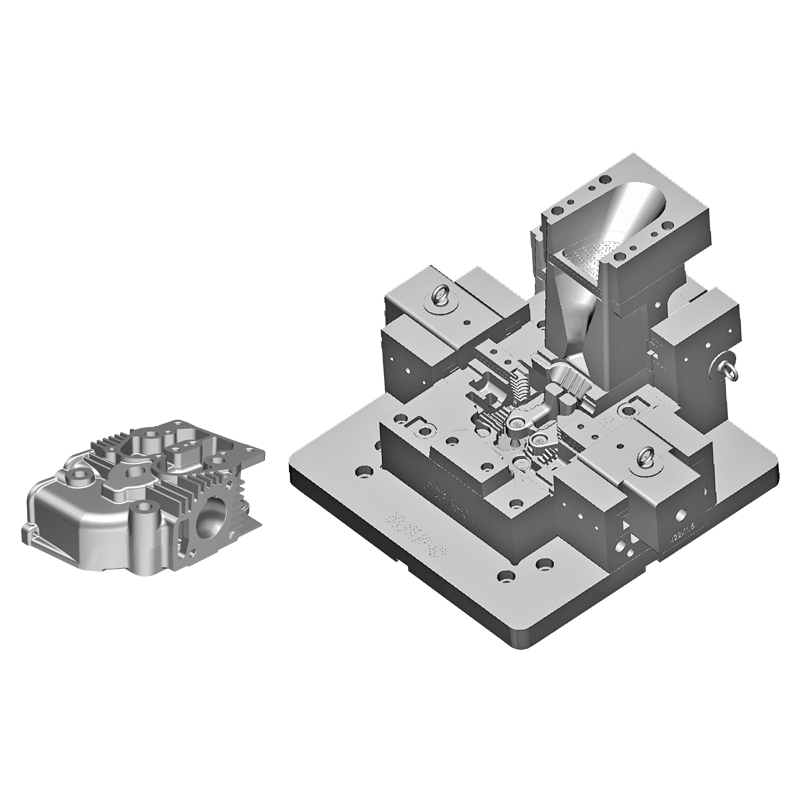
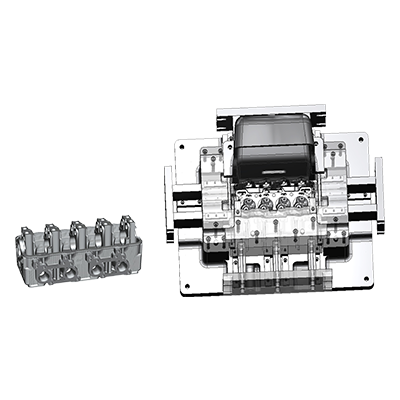
Español Rebus egens cura in productione aluminii mixturae flatura moriuntur;
1. Muri crassitudo, hiatus crassitudine afficiet repletionem;
2. Demoulding, quod est multo difficilius quam iniectio fingendo destruendo, ideo sedulo curandum est ut ad occasum capturae angulum et vim deprimendam. Fere angulus emissus est 1~3 gradus, pro politivitate evertendi. Scopus potus externi minor est quam captura interna, haustus externus 1 gradus est, et haustus internus est 2~3 gradus;
3. In forma, si plures sunt positiones directionales flare, etiam si duae extremitates ponuntur, melius est non collocare centrum flare inferiorem, sicut inferior flare centrum rimas faciet;
4. Aliquod aluminium stannum moriatur flatura ceteras regulas habebunt, ut oleum iniectio, pulvis spargens, etc. Hoc tempore, necesse est evitandam portae exundationem rimam ad occasum faciliorem;
5. Praeveni pannos formare complicatas in extensione, et multiplices nucleos vel nucleos spirales uti non possunt;
6. Siste processus externi. Necessarium est in totius machinae consilio processui quantitatem excedere. Tempus est scintillis in fomace. Melius est non plus quam 0,8mm relinquere, nec pororum in superficie discursum videri potest quia strato duro munitur;
7. Aluminium offensionis partes iecturae non sunt elasticae, et fibula positio eadem esse debet ac quae plastica est;
8. Alta foveas ne facias in feriis, nisi fac aliqua foramina, aperiendo fomacibus, et postea processuras;
9. Si machinula tenuis sit, non nimis tenuis est, et costas roborare utendum est, ut flexionis resistentia augeatur.