Pусский
Pусский Español
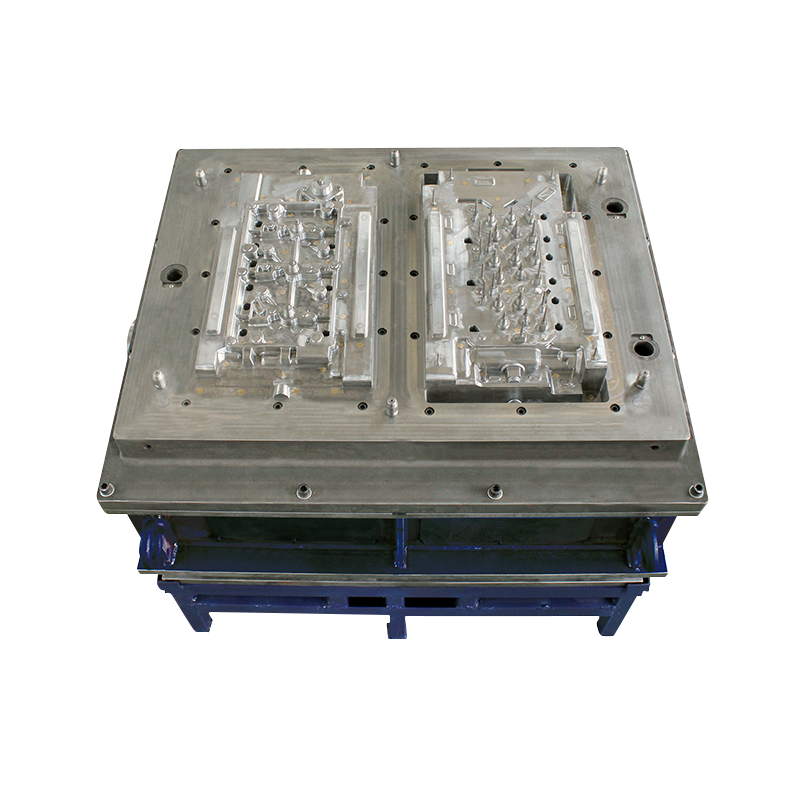
Español Forma iaciendi mori pertinet ad modum methodi proiciendi liquorem emittens moriendi et perficiendi eum in machinam mori-castriam dedicatam cudendo. Nam jactura moriendi tria elementa materiae jaciendi moriendi sunt necessariae machinae et moriendi. Ad meliorem efficiendi efficientiam, notam qualitatem et magnas utilitates oeconomicas in processu productionis, et vitam emissionis moriendi formas prorogare, usus et conservatio formae iaciendi moriendi magni ponderis sunt.
Rectam usum et sustentationem moriendi iectionis fingit;
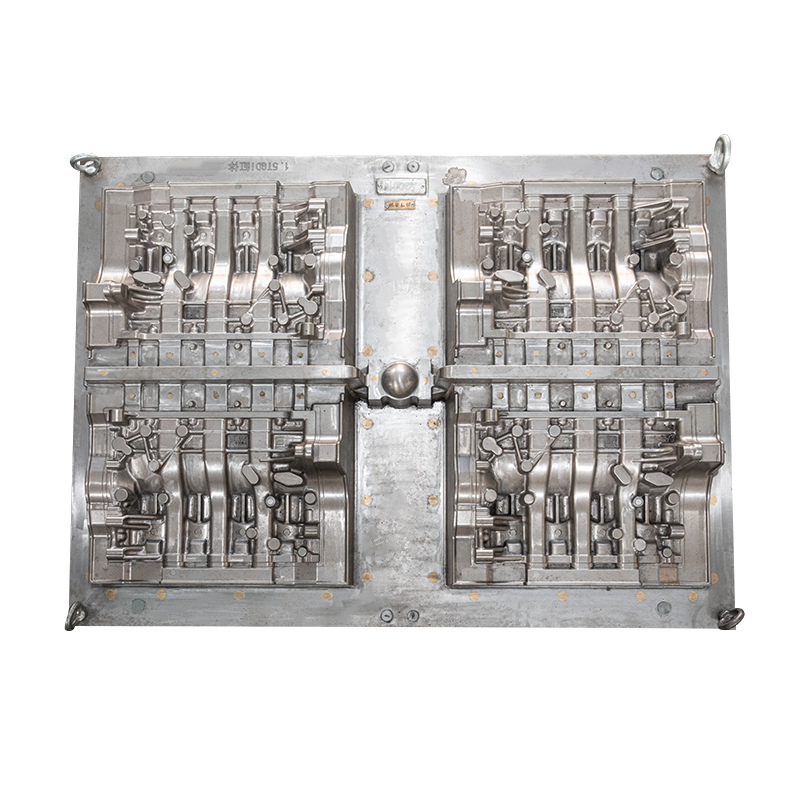
1. Celerem refrigerationem et calefactionem formae magnae extenuant, et conantur continuas quam plurimum producere. In statu frigido formse, summa celeritas iniectio stricte prohibetur.
In processu moriente mittentes forma emissionis in reciproco lassitudine status expansionis et contractionis scelerisque fuit, et cavitas formae temperatus basically inter 160 gradus et 350 gradus mutatus et reversus est. damno. Cum initium productionis in statu frigido formatur, forma temperatura ex humili temperatura oriri incipit, temperaturae differentia augetur, forma expansio, et DECREMENTUM augetur, et formae lassitudo augetur, quae acceleret damnum formae et breviat. vitam fingunt. In productione ergo moriendi mittentes, productio continua, quantum fieri potest, fiat, et celeris refrigeratio et celeris caloris formae minuantur, vitam formae prolongandam.
Praeterea in statu frigido formae, forma non attingit temperiem normalem productionem, et medium inter utramque partem formae relative magna est. Hoc in casu, stricte prohibetur ut alta velocitas iniectio et pressurizationis aperiatur. Alioquin partes formae hiatus, etiam labor lapsus, foraminis eiector, aliaeque partes, facile sunt in cutem aluminium effringere, inde deminutio formae et vitae formae afficiens.
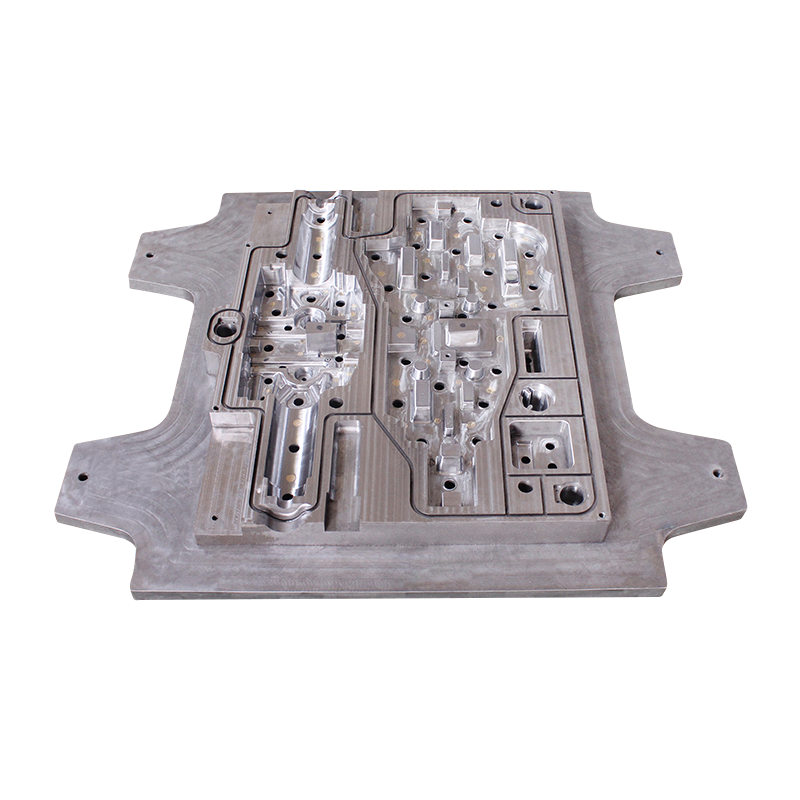
2. Iniectio velocitatem quam maxime reducere, pressionem specificam quam maxime reducere, et ictum formae imminuere.
In productione mori mittentes, iniectio celeritas non solum afficit saturitatem celeritatis morientis et iniectio celeritatis portae, sed etiam auget apicem ictum cum celeritas iniectio alta est. Si igitur iniectio celeritas alta est et celeritas portae iniectio celeris, vagatio formae intendetur, ictum cacumen augebit, impulsus etiam vis formae augebit, et vita formae multum erit. reduci. Cum igitur processus moriendi mittentes accommodemus, magni momenti est ad iniectionem celeritatem minuendam, quam maxime dum prospicimus qualitatem producti, quod magni momenti est ad meliorem vitam formse et melioris oeconomici emolumentum. conjicere coeptis. In praesens, progressus machinae machinis iactis instructae cum iniectione machinas fregit, quae valde utiles sunt ad valorem apicem ictum reducere, impulsum in forma reducere, et vitam formae meliorem facere.
Ratio pressionis iniectio in processu mori mittentes etiam modulus maximus est. Ratio pressionis iniectio est fere 400-900 kg/cm 2 secundum qualitatem postulatorum et notarum abjectionis. Si 900 kg/cm2 excedit, plerumque parum valet in qualitate interna eiectionis. Si iniectio ratio nimis alta est, non solum vim formae expansionis augebit, sed etiam vim expansionem excedens, clamping vim instrumenti machinae, inde in aluminium vertendi. Eodem tempore, si magna vis expansionis forma subiecta est, etiam formam vel vitam formae minuit laedet. Ideo in productione mori mittentes, praeter velocitatem iniectio, magis attendere debemus ad injectionem-specialis pressionis. Quia iniectio pressionis specialium non tam facile est observare quam celeritas iniectio, saepe neglecta est. Revera, iniectio proportio est magni momenti parametri in processu mittentes mori, qui non solum afficit proiectionis qualitatem, sed etiam immanem ictum in vita formse habet. Haec praecipue attentionem in conatibus mittendis moriendi excitaret.
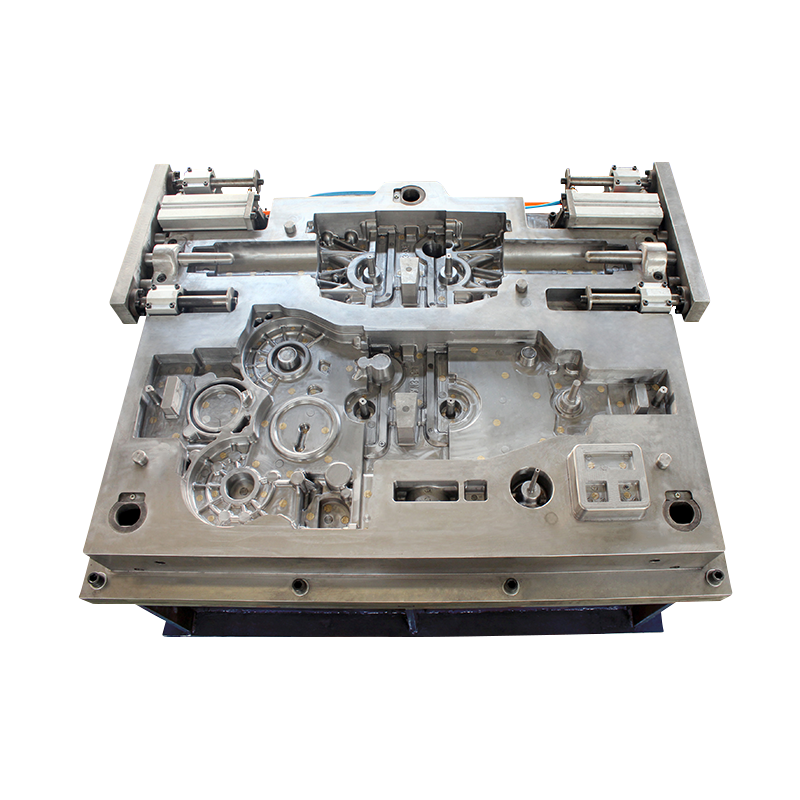
3. Ubi forma adhibita est, velamentum et aluminium cutis tempore purganda est, ne expressus forma.
Forma in usu formae saepe atram et aluminium habet, ob varias causas. Hoc tempore purgandum est, alioquin forma exprimetur, si productio perdurat. Praesertim in parte lapsus, si lapsus aluminium intrat cutem, etc., labor lapsus concidet et franget ob magnam vim clamiationis machinae emissae. Cum igitur huiusmodi problemata inveniant, forma in tempore purgari debet, et causa in tempore reparationis invenienda est. Alioquin exspecta formam quam laedi ante reparationem, quae vitam formse graviter afficit.
4. Conare ad infusionem aluminii fusilis temperandam reducendam et ad vitam formae operandam meliorem.
Effusio aluminii fusilis in productione morientium mittentes non solum afficit qualitatem iactationum, sed etiam afficit usum vitae formae emissionis morientis. In communi dejectione mori, effusio aluminii fusilis temperatus est inter 630 gradus et 720 gradus. Pro diversis partibus, cum caliditatem effusionem eligendo, caliditatem inferiorem eligere conari debemus, quae non solum industriam servat, sed etiam vitam emissionis formam servitutis prorogat. Quia quanto superior temperatura aluminii fusilis, eo maior exesa formae, eo maior formarum temperatura campus mutatur, eo maior expansio et contractio scelerisque, eo maior lassitudo formae, eo facilius laedi potest. Ideo infusio aluminii fusilis fusilis convenienter minuendo adiuvat ad prolongandam servitutem vitam morientium iectionis.