Pусский
Pусский Español
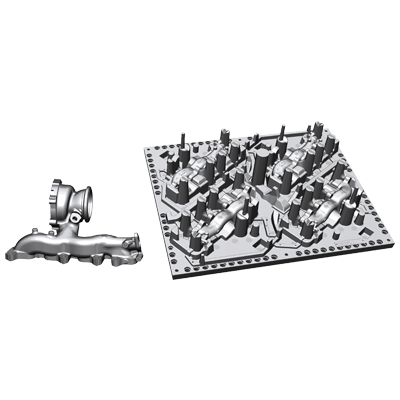
Español Qualitas et productivitas partium emissionum morientium magna ex parte pendent num calor staterae temperantiae figurae morientis rectae sit. Solummodo efficaciter moderante et aptando caloris trutinae formae iacturae morientis processus parametri stabiliri possunt.
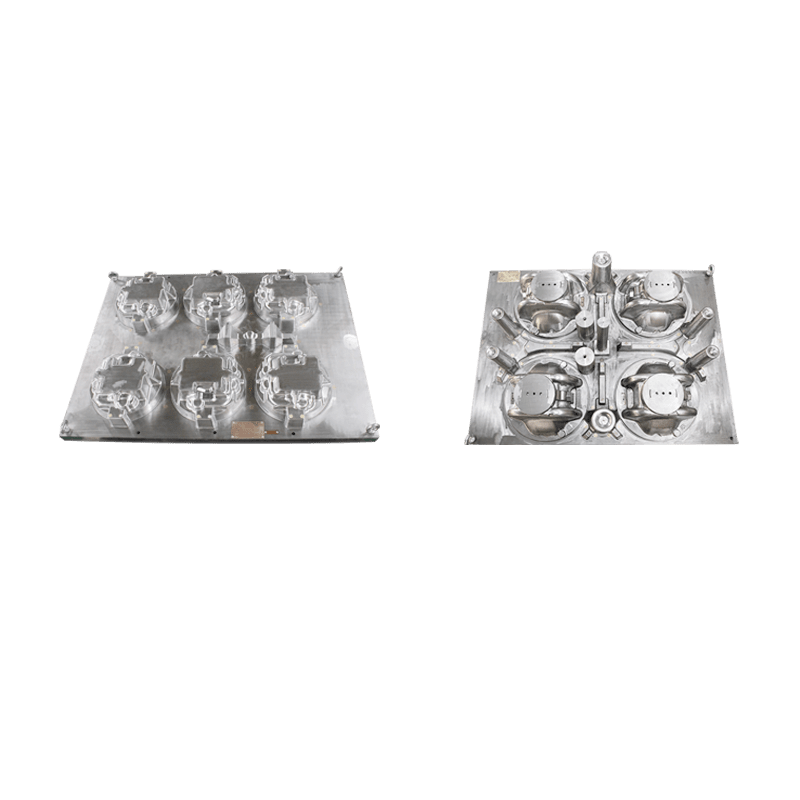
In productione moriendo, cum calor a fomace dissipatus est maior quam calor initus ab liquore mixturae ad formam, puta cum maior forma ad moriendum injectis partibus tenuibus vel forma lapsus magis. structuras, ut ad scelerisque proportionem formse consequantur, addere necesse est. Calorem adde fomacem; modus additionis caloris additi solvi potest utendo machinae temperaturae formam temperantis, ponens in forma calefacientis electrica tubularem aptabilem, insulatorem extra formam ponens, vel excedentem partem emissionis sulcam redundantem includentem. Contra, calor initus per formam maior est quam calor output per dissipationem, et forma temperatus speciem excedit, et artificialis coacta refrigeratione utendum est.
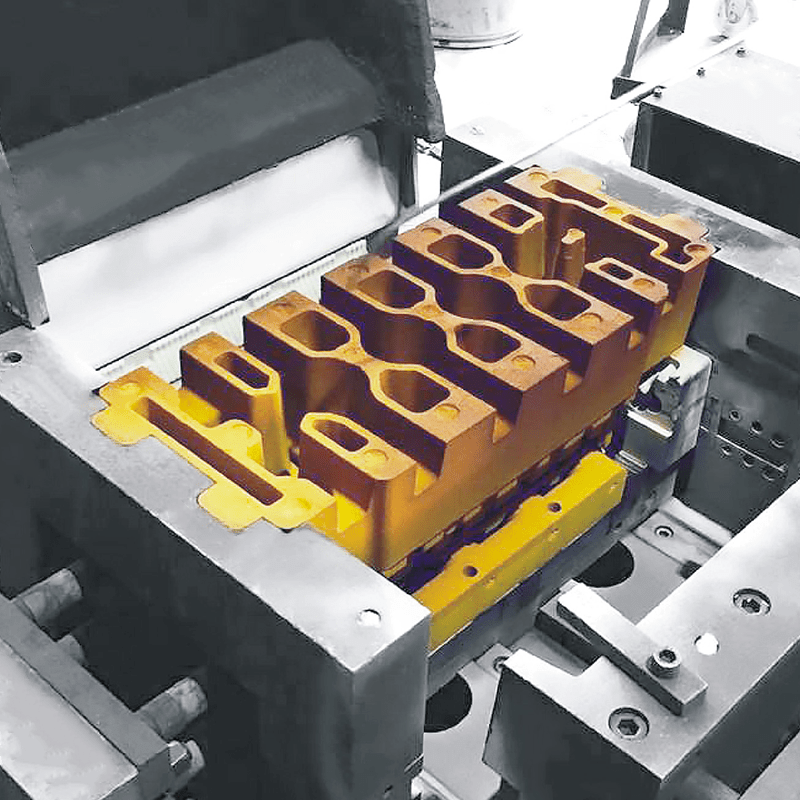
Ad unumquemque cyclum emittentem, forma input calorem ab mixturae liquore absorbet et calorem ad exteriorem per calorem conductionis dissipat. Fere, radiatio et convection naturalis solum amittunt 5% totius input caloris, et reliquae 95% a forma penitus absorbentur. Caloris conductionis output. Cum autem calor effusio et calor dissipatio formae aequalis sit in unitate temporis, potest aequilibrium status effici, hoc est, forma ad aequilibrium scelerisque, ut calor initus ad formam aequalis sit summae caloris per output. naturalis dissipatio et refrigeratio artificialis ita ut in unaquaque die mittentes cycli The heat input and output of the forms are the same.
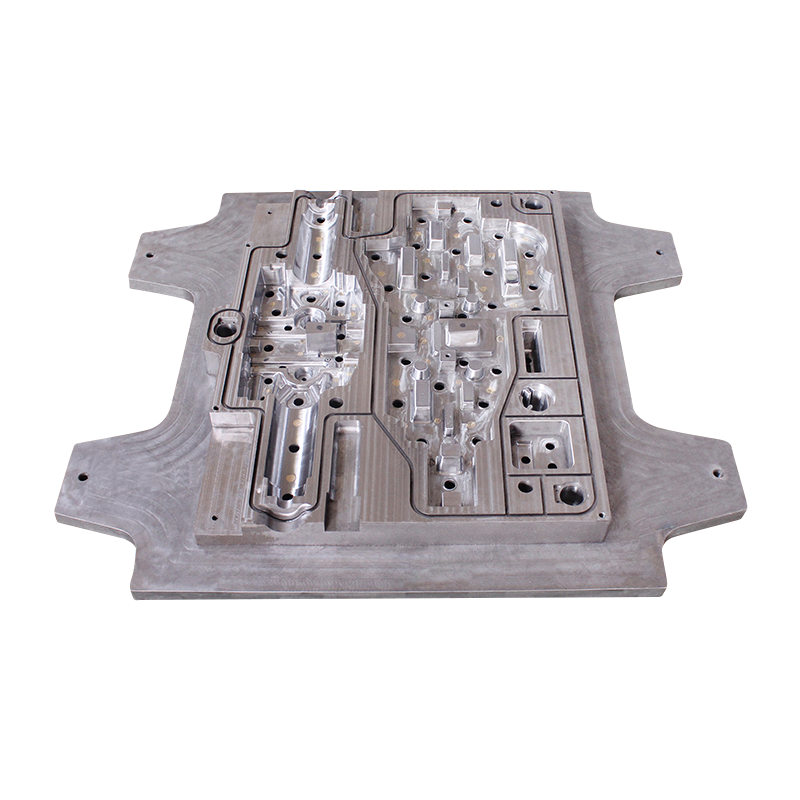
In ipsa productione multae causae sunt quae caloris libramentum formae afficiunt, inclusa infusione temperaturae, temperaturae praecalescentis, capacitatis mixturae liquidae, formae voluminis, locationis et quantitatis fundendi systematis exuberantiam, condicionem refrigerandi formam, et operationem cycli temporis. , etc. Ad bonam caloris libram formae consequendam, perfici debet per commensurationem moriendi processus parametri, iniectio pressionis, celeritatis ferrum, retentionis formare et temporis eiectionis, sparsionis, et aliorum factorum quae afficiunt et restringere. invicem.
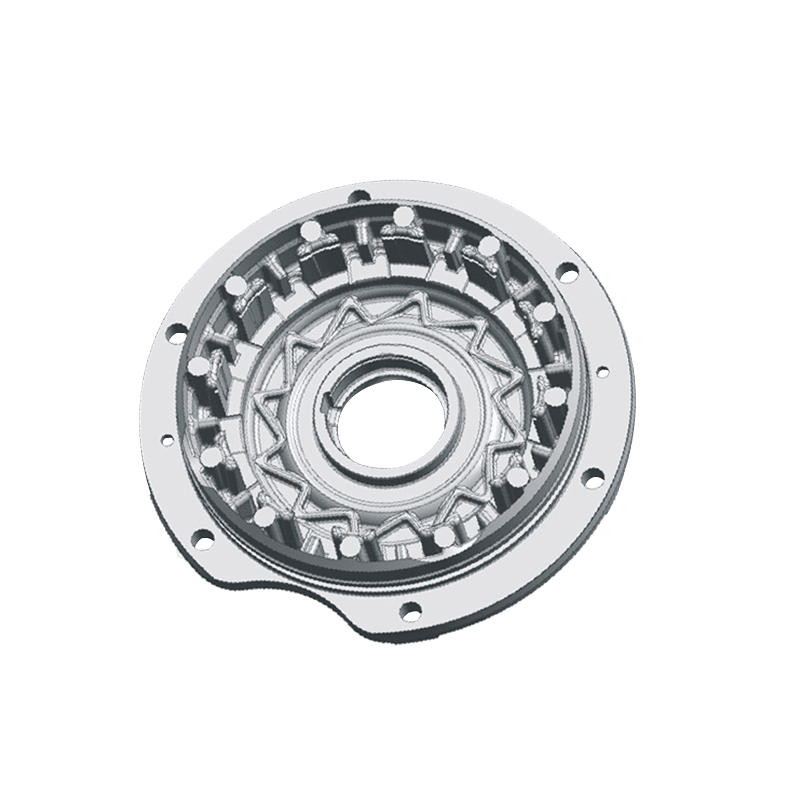
Electio et temperatio formae temperaturae comprehendi debet secundum figuram, magnitudinem et notas structurarum abiectionis, necnon proprietates mixturae, structurae formas et condiciones fundentes. Commendatur opus temperatura in fomacibus emissionis morientium haec est: Admisce 180-240℃, aluminium mixturae 200-250℃, mixturae aeris 280-350℃.
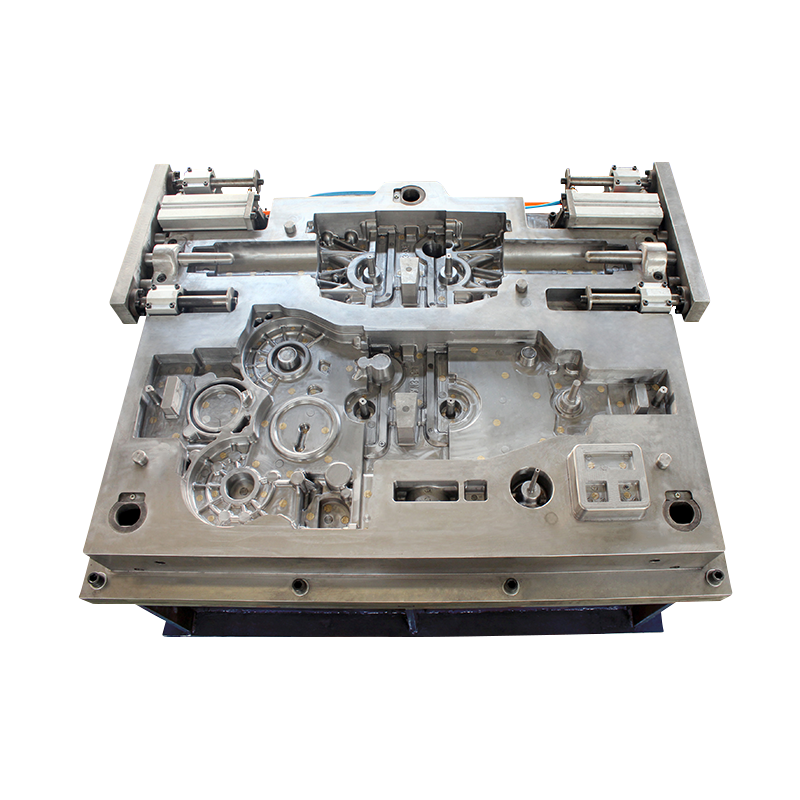
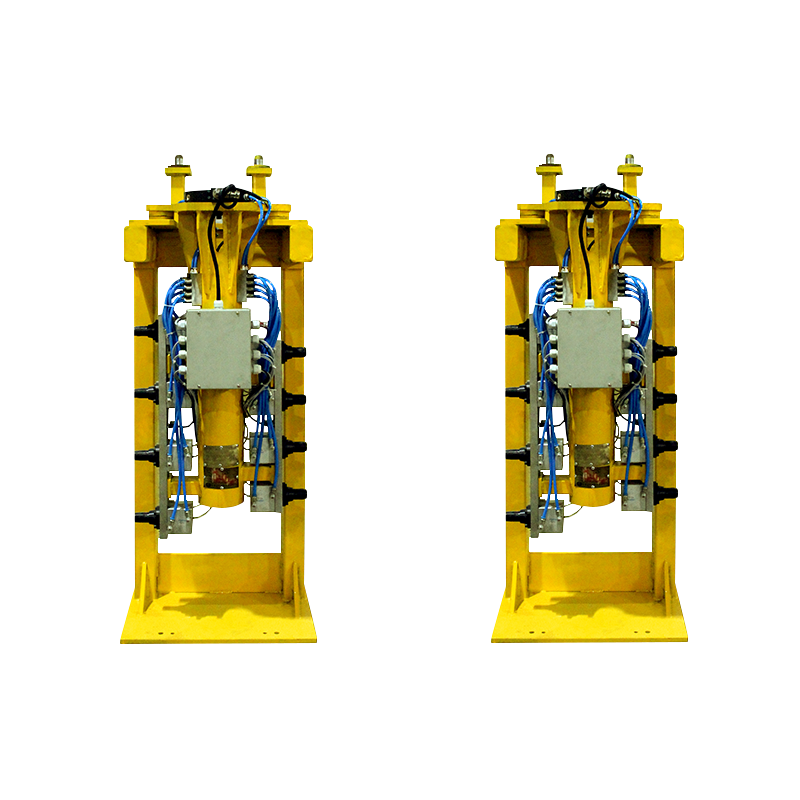
Efficaciter moderandi et accommodandi temperaturae fomacem non solum prorogare vitam formae emissionis morientis, sed etiam processus praecipui est parametri ad bonam impletionem stannum liquidi et stabilis emissionis qualitatem efficere. Nunc officinae emissiones quae requiruntur ad qualitatem partium emissionum morientium sine congruentibus instrumentis moderandis temperaturae formarum fundamentaliter postulare ut formae preheantur ante productionem ad nimiam refrigerationem mixturae liquidae et repentinae formae incrementi vitandam. temperatura CLIVUS, quae reducet qualitatem flatura et aestuantis. Si forma mane corrumpitur, temperatura clavium partium formae cohibenda et aptanda est secundum regulas processus, numeros productio et effusio liquidi mixturae et temperatio emissiones coercenda est.