Pусский
Pусский Español
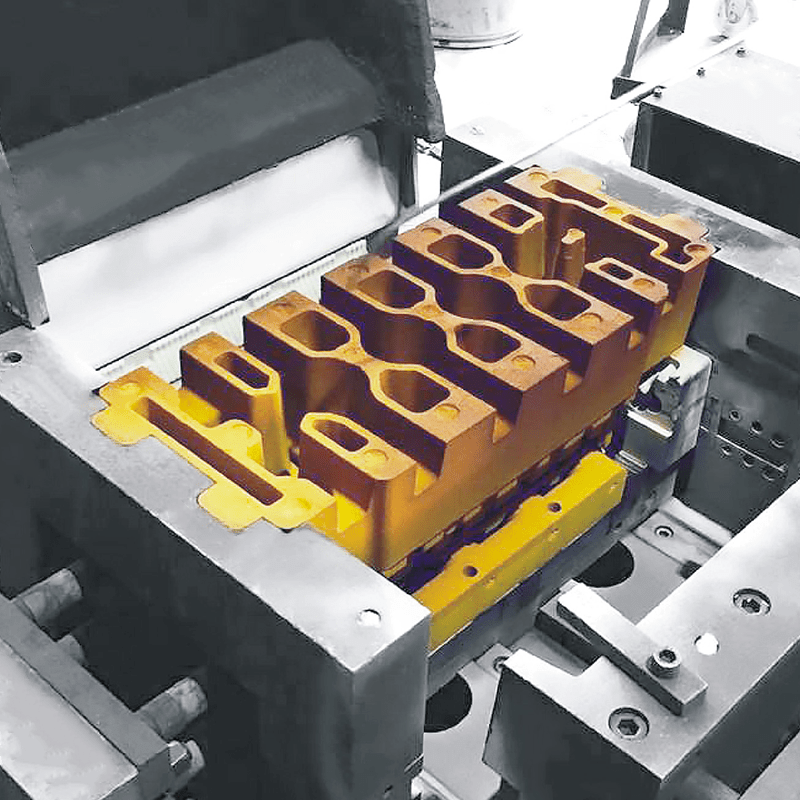
Español(1) Cum extruditur tabella in fomacem ponatur, ne nimis cito tepescat, ne deminutio debilitas et resistentia augeatur; simul, ne nimia temperatura differentia inter superficiem conata et centrum iacuit, ne extrusio defectiva ob deformationem inaequalis vel forma laedatur.
(2) Temperatura differentiam reducere inter fomacem et blank, et evitandam rapidam caliditatem superficiei formae, quae causat internae temperaturae differentiam formae esse nimis magnae et magnam internam vim generandi, ita ut ad periculum damni formae cum laborat.
Praeheating methodus specifica formae est ut preheater in forma resistentia specialem instituat, vel blowtorch uti vel scandalum ferreum rubrum in forma preheandi ponat. Preheating temperatura dependet ad temperiem extrusionem vestis.
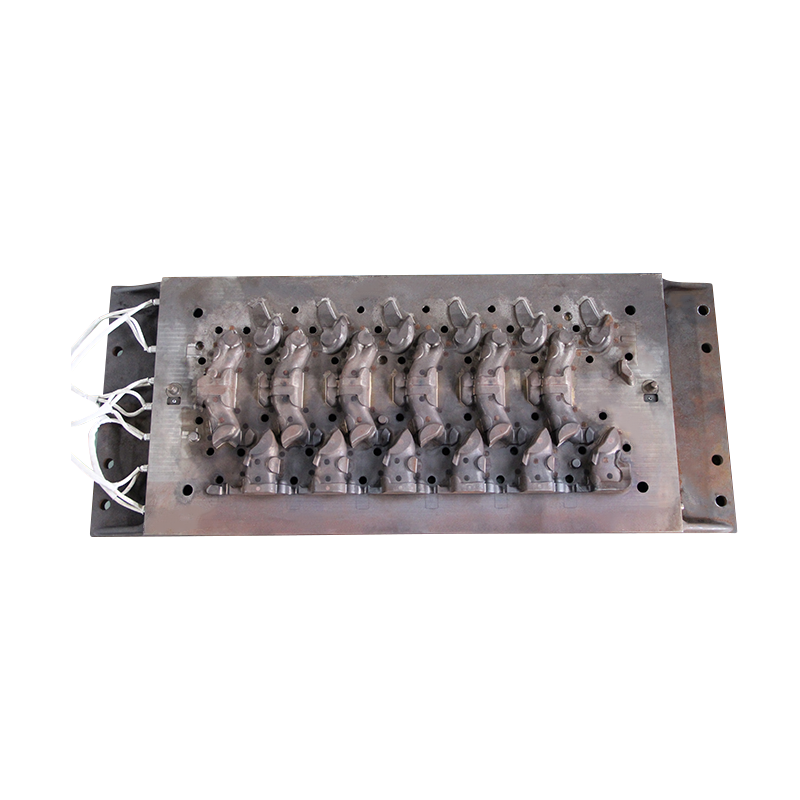
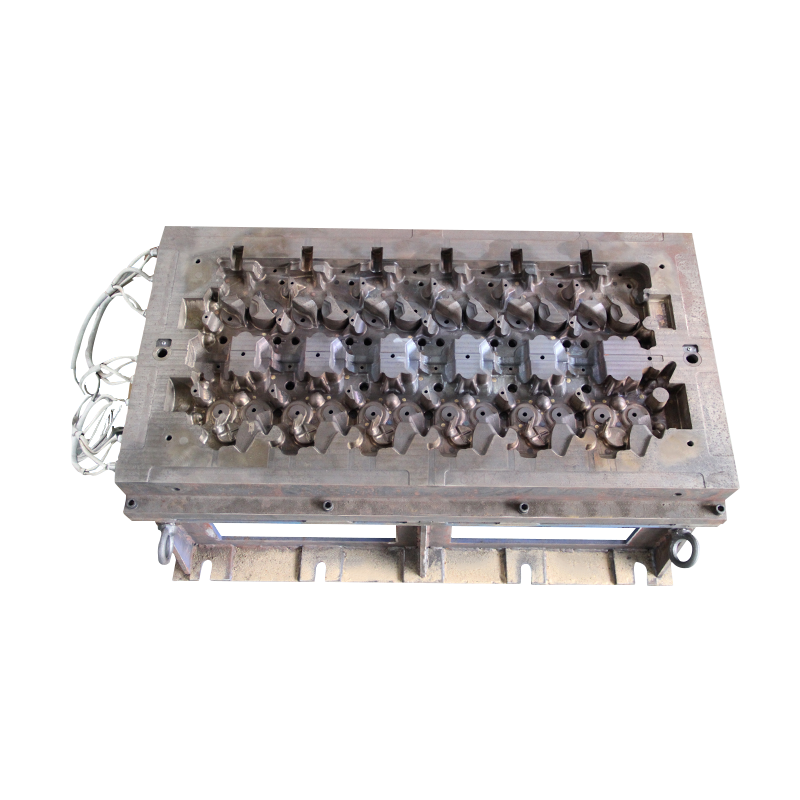
Praeterea, in continuo productione formae, propter diuturnum contactum cum thalamo altiori sua temperatura, temperatura formae convexae et concavae pergit oriri; quae vitam formse afficit. Eodem tempore, sub actione altae extrutionis accentus, forma post temperatus oritur magis proclivior ad deformationem, quae graviter afficit figuram ac subtilitatem dimensivarum partium extrusarum. In forma igitur structura, debes considerare fabricam refrigerandi fabricam constituere vel continuos modos refrigerandi manuales utendi ad formam temperamenti in visibilibus 150-300°C custodiendi.
In parva massa productio, aer compressus adhiberi potest ad partes operationes refrigerandas, ut formae convexae et concavae, post singulas formas, vel augere temporis intervallum calentis formandi.
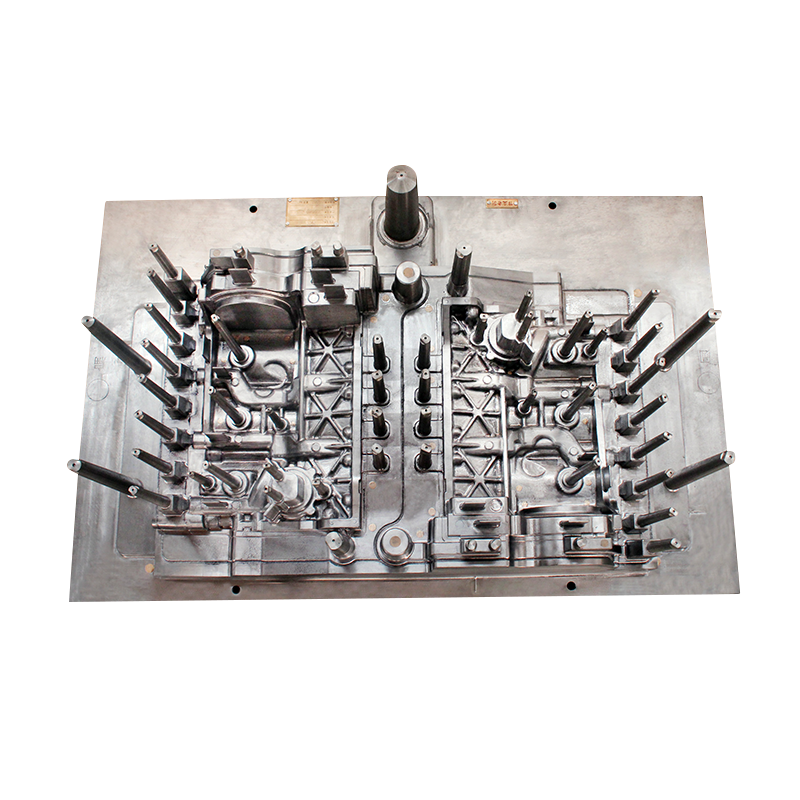
In productione magna-scalae speciales mensurae curandae sunt ut forma temperatus stabilis sit intra preheating temperaturae ambitum. Quattuor mensurae certae sunt hae.
(1) Cum presso mechanico ad continuam productionem adhibito, numerus ictuum per unitatem temporis apte adaptari potest ut tempus sufficiat formae refrigerandae.
(2) Foramina aperta forma ad refrigerationem internum augendam. Exempli gratia, uti sentinam ducere ducatus cum pressione MPa 0.12~0.14 in poros formae pro exhalatione ad refrigerandum formam convexam et pressionis 0.4~0.5 MPa in forma concava. Cogo aere refrigerari mori et eiector.
(3) Ad refrigerationem formae elisam, praecipua ratio est loci ubi fluere non potest ducatus propter aquae evaporationem rapidam.
(4) Forma instructa est fabrica aquae refrigerationis.